
Steel Processing
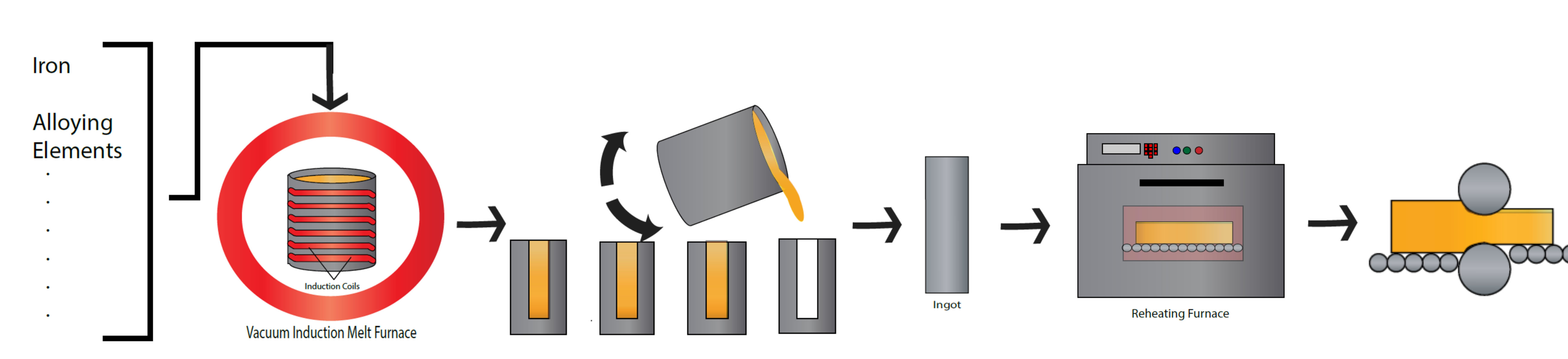
To start the steel processing, we start by melting the steel with the alloying elements. Our 50 lb.-capacity vacuum induction melt furnace can produce highly precise steel alloys. Materials free of typical industrial impurities can be produced using high purity alloying materials. Impurity-containing steels can also be produced to investigate the impurities' impacts on commercially-produced materials. During a typical melt, the raw materials are loaded into the crucible and heated to approximately 1600°C, depending on the materials being used.
Casting
Once the molten steel has be fully melted and mixed, various size molds are used to cast ingots for further processing. While our typical molds include 25 lb. and 50 lb. rectangular book molds, molds can be custom designed for specific application. The filled molds are allowed to cool before removal from the furnace.
Reheat
Once the ingots are removed from the molds, chemical composition is determined for the steel in order to verify the recovery rates of alloying elements. The ingot is placed in a reheat furnace to prepare the materials for hot rolling. CAVS' reheat furnace is capable of temperatures up to 1500 °C and has a volume of 16 in x 16 in x 22 in.
Hot/Cold Rolling
After exiting the furnace at about 1250°C, our steel is placed directly into the 2Hi setup of our Fenn 2Hi/4Hi reversing rolling mill. The material is quickly rolled to the required thickness - a minimum of 3 mm- and is cooled according to the prescribed method, depending on the alloy and desired properties. If required, the material can be cold rolled further to achieve a minimum thickness of 0.5 mm.
Heat Treating
Various heat treatments can be performed to achieve the desired final mechanical properties of the custom steel alloy. An array of heat treatments can also be applied using our Gleeble 3500 thermomechanical simulator. This provides a fast method to investigate multiple heat treatments with precise temperature and time control.