
Integrated Computational Materials Engineering (ICME)
Effects of Process Time Interval and Heat Treatment on the Mechanical and Microstructural Properties of Direct Laser Deposited 316L Stainless Steel
As the utilization and appeal of larger build envelopes and
multi-part/large-part manufacturing schemes for Direct Laser Deposition (DLD)
increases, important design parameters to consider are the elapsed time between
successive deposits, i.e. build schedule or time intervals, and the
post-manufacture heat treatment utilized, as these both will impact overall
manufacturing time and efficiency. Hence, the effects of inter-layer time
interval and heat treatment on DLD part quality were assessed. This was
accomplished by evaluating the mechanical properties and microstructural
features of 316L stainless steel (SS) samples fabricated while employing two
different inter-layer time intervals; i.e. either building the samples
one-at-a-time or nine-at-a-time (in-parallel), via Laser Engineered Net Shaping
(LENS), a DLD additive manufacturing method.
Results indicate that the inter-layer (and intra-layer) time intervals
experienced during DLD have a substantial effect on thermal history, and
consequently encumbered microstructure (i.e. grain size and morphology) and
mechanical properties (i.e. tension, compression, and microhardness) of DLD
316L SS. Based on these findings, DLD process and design parameters should be
optimized while considering part size, number and geometry. The appropriate
combination of time intervals, or build schedule, should be integrated into
manufacturing design; especially if laser power is not controlled. In addition,
the following conclusions can be drawn from the experimental results:
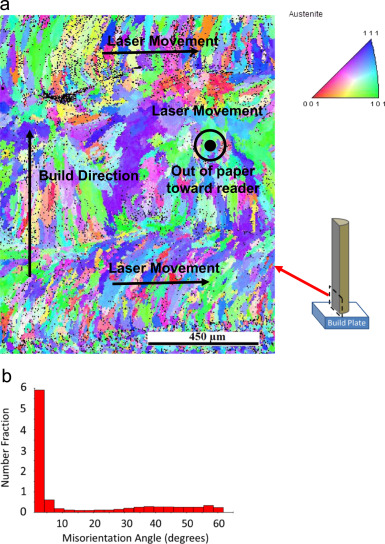
(a) EBSD inverse pole map and (b) misorientation angle distribution of austenite phase in bottom region of a nine-built sample (red: [001]; blue: [111]; green: [101]).
- Longer inter-layer time intervals increase cooling/solidification rates along each layer which leads to finer microstructure and higher yield and tensile strengths, as well as lower elongation to failure. Conversely, shorter inter-layer time intervals decrease cooling rates and increase bulk temperature in the part resulting in a coarser microstructure, lower strengths and larger elongation to failure.
- Distinct microstructures and yield strengths were observed for single-built 316L SS samples (i.e. without inter-layer time interval), along their longitudinal axis, due to non-uniform/highly-transient heat transfer throughout the part. Each layer of a single-built sample will experience a unique thermal history, with layers near the build plate experiencing more thermal cycles relative to final deposited layers.
- Homogenizing effects of heat treatment on microstructure (i.e. grain size, morphology, and orientation) impacted mechanical properties of the LENS-produced 316L SS. Heat treatment increased grain size which resulted in lower yield and ultimate tensile strengths and microhardness. Heat treated samples were shown to be more ductile as compared to as-built specimens.
- Nine-built samples (i.e. with constant inter-layer time interval) showed more-uniform microstructure and yield strengths; near-independent of height-wise location relative to build plate and this is attributed to each layer having a similar thermal history during fabrication.
- As solidification rates increase during melt pool collapse, various microstructures with distinct microhardness can populate along a deposited track of DLD parts. A cross-section of a solidified track from a nine-built sample was observed and it was found that coarse columnar grains, with lower microhardness, exist along its boundary, while fine equiaxed grains with higher microhardness are concentrated near its center region. The observed microstructural distributions can be partially attributed to Bénard–Marangoni convection pulling liquid from the free surface of the melt pool towards its bottom – characteristic of thermally unstable liquids with a positive Marangoni number – such as 316L SS.
- No significant differences between the nine-built samples and single-built samples were observed with regard to austenite and ferrite phase volume fraction or chemical composition distribution.
- The inspected LENS specimens (single-built and nine-built) were found to have higher ultimate and yield strengths as compared to their cast and wrought forms and this is attributed to the higher cooling rates inherent to DLD.
- Occurrence of imperfections (e.g. voids and un-melted powders) and weak metallurgical bonding between layers resulted in the LENS specimens having a lower elongation to failure compared to cast and wrought forms. This effect was more pronounced for specimens with longer inter-layer time intervals (i.e. nine-built samples). Finer microstructures in the LENS specimens may be also responsible for the decreased ductility.
References
Yadollahi, A., Shamsaei, N., Thompson, S.M., Seely, D.W. (2015). Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Materials Science and Engineering (https://doi.org/10.1016/j.msea.2015.07.056).