
Additive Manufacturing
Process Optimization
We use accelerated optimization of the additive manufacturing process parameters to identify the process parameters that result in targeted mechanical properties. We also carry out In-Situ thermal monitoring and anomaly detection using machine learning to monitor the variability and uncertainty associated with the underlying thermophysical transitions during the fabrication process. To learn more, click the link below.
Powder Effects
Similar to conventional manufacturing, when producing additively manufactured components, builds are only as good as the starting materials. An understanding of powder quality effects is important for manufacturing repeatability and widespread industry use of additive manufacturing. Researchers at CAVS are working to understand the impact of powder feedstock variation and the characteristics of the final build quality of additively manufactured components built on laser-based AM systems.
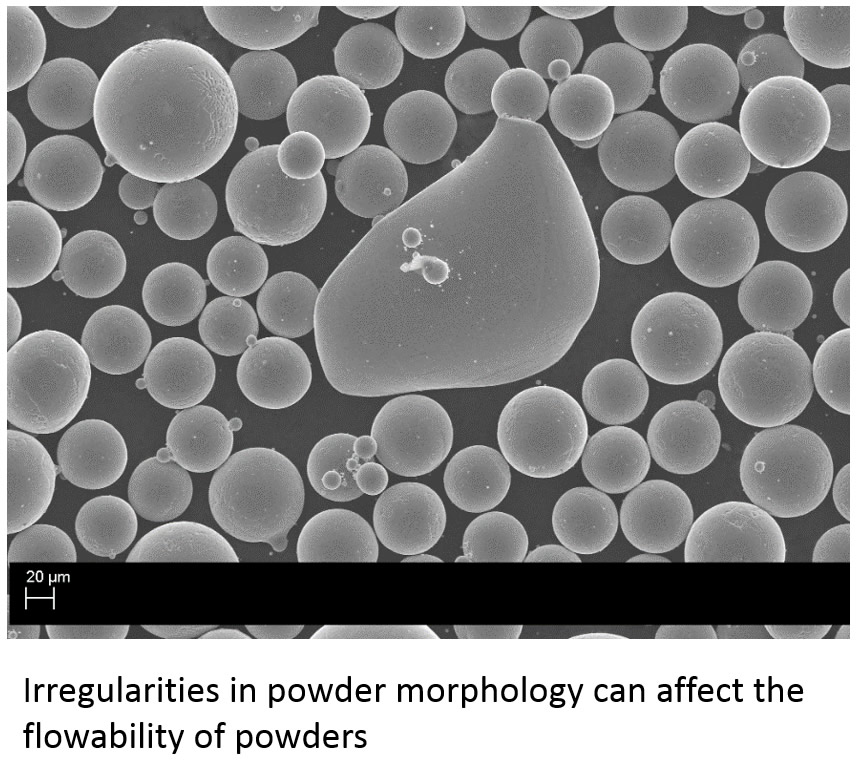
Since the relationship between powder characteristics and processing parameters are not well understood, experiments are conducted to investigate the impact of powders and parameters on the final material properties. Current work focuses on an aerospace alloy commonly used in additive manufacturing, Ti-6Al-4V. One large parametric study sponsored by the Army Research Laboratory is currently in progress to compare different powder production methods, size distributions, morphologies, and reuse of powder. The study investigates effects of powder characteristics and process parameters on LENS-fabricated parts according to an L36 Taguchi design. After production of the test coupons, tensile properties and porosity will be evaluated to determine the effects of powder characteristics. The extensive database of information collected during this study will also feed into modeling efforts relating to additive manufacturing at CAVS.
Novel Alloys for Additive Manufacturing
Currently in additive manufacturing, traditional alloys developed for wrought material processes are being used to build components; however, these alloys were designed for completely different thermomechanical processes. There is an opportunity to develop alloys that are better suited to the thermal history and processing that occurs during laser-based additive manufacturing processes. By capitalizing on distinct characteristics of elements, researchers at CAVS are working toward the development of alloys tailored specifically for AM.
The long term goal is to produce alloys that will speed the adoption of AM techniques and provide components that offer improved properties, better reliability, and less post-processing than currently available alloys. Process optimization efforts are also being leveraged to reduce the time needed to develop process parameters for both alloys developed in house and alloys provided by outside sponsors.
The AM lab at CAVS is well appointed with capabilities that allow for investigation and modification of chemical compositions. Our Renishaw AM400 is equipped with a reduced build volume kit that only requires small volumes of powder to build. This is particularly useful when using experimental powders that are not available in large quantities. Our Optomec LENS includes a dual powder feeder that facilitates alloys developed by varying concentrations of particular elements. Functionally graded materials can also be produced with this setup.
Thermal Modeling
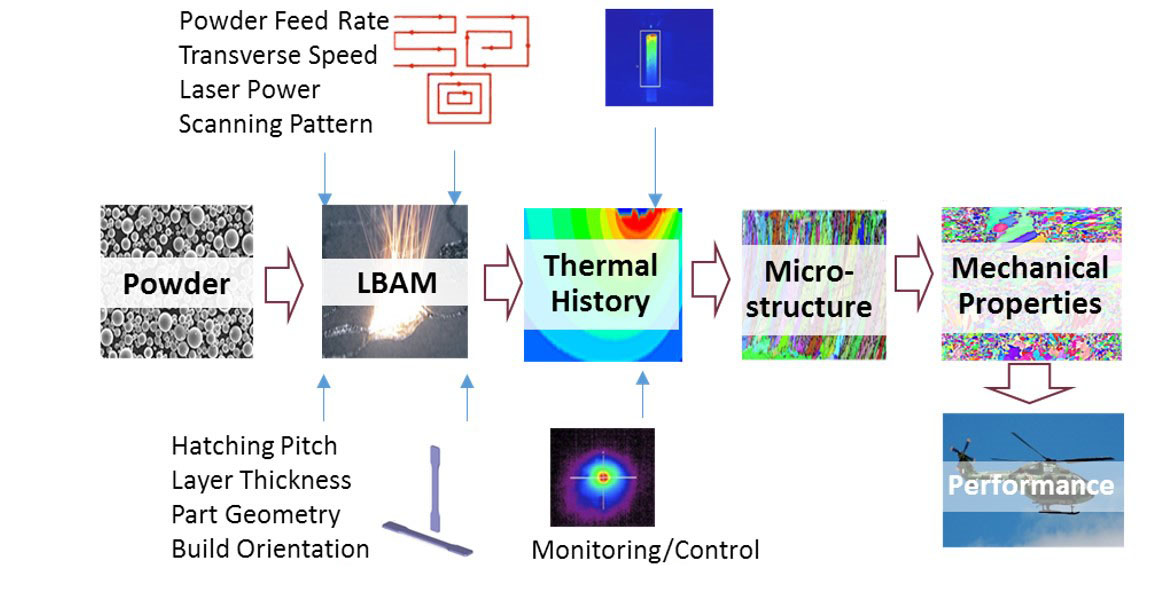
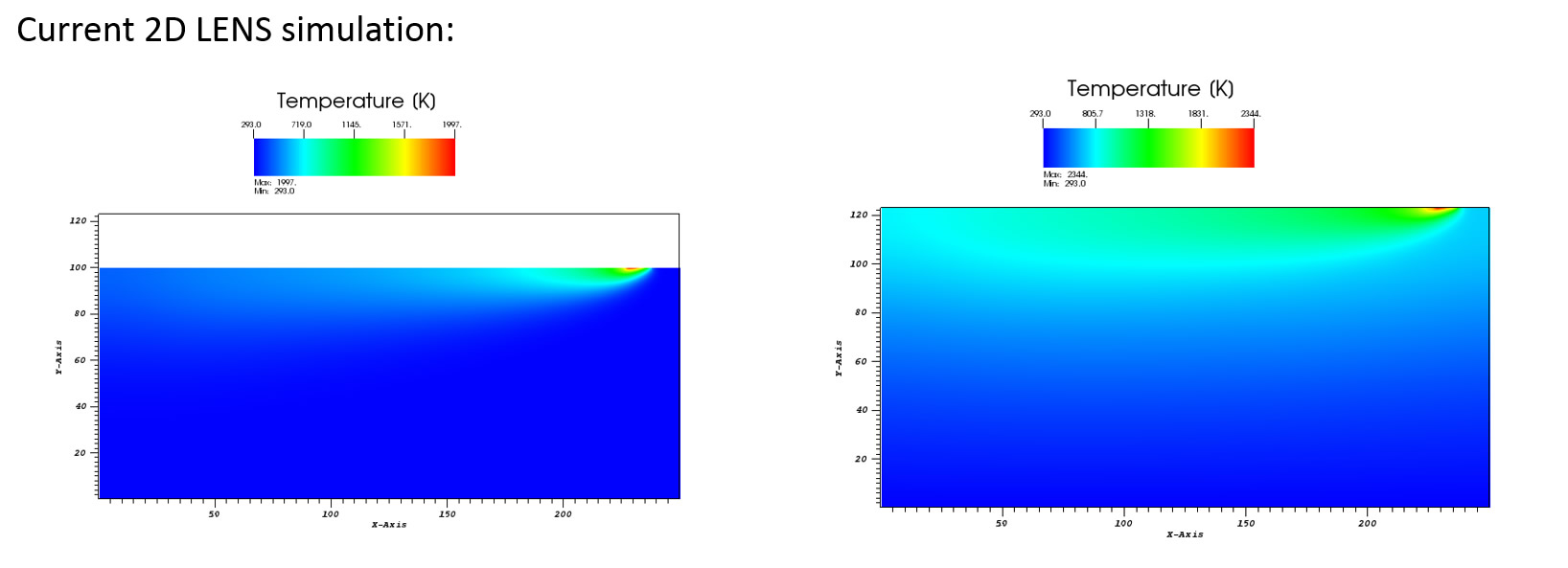
The additive manufacturing (AM) group at CAVS supplements its experimental capabilities with high-performance computer models. Computer modeling reduces the cost of trial-and-error experiments. The CAVS team is performing temperature distribution calculations during Laser Engineering Net Shaping (LENSTM) deposition of Ti-6Al-4V alloy based components, aiming to find optimal deposition path, laser power, speed, and powder delivery rate, and to produce the best quality products. The deposition process with un-optimized parameters can result in material defects, such as high porosity, insufficient strength, and high residual stress in the produced part. These defects can be minimized by adjusting parameters of the deposition process. CAVS' approach is to implement numerical models of laser deposition, validate them with data from physical experiments, and utilize simulations to find process parameters that will result in optimal manufactured product.
![Experimental Data [Marshall et al Data in Brief 2016]](img/af_thermal2.jpg)
Mechanical Properties
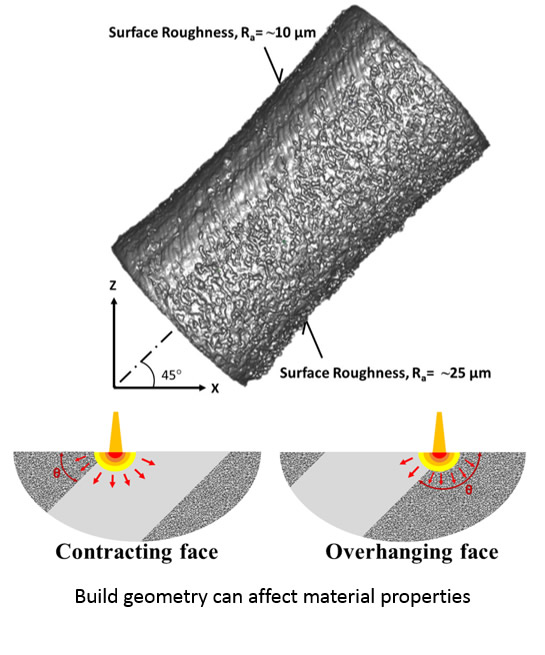
Current experimental evidence suggests that the mechanical properties of laboratory AM specimens may not be representative of those associated with parts. This is due primarily to differences in geometry and size, which influences the thermal histories experienced during fabrication, and consequently, microstructural features, surface roughness and more.
Additionally, standards for mechanical testing methods, specimen design procedures, and post-manufacturing treatments may require revision for AM parts. Standardizing the AM process may only be accomplished by strengthening the current understanding of the relationships among process parameters, thermal history, solidification, resultant microstructure, and mechanical behavior of the part. Having the ability to predict variations in mechanical behavior based on resultant microstructure is a temporary solution for making AM a more reliable means for producing functional parts.
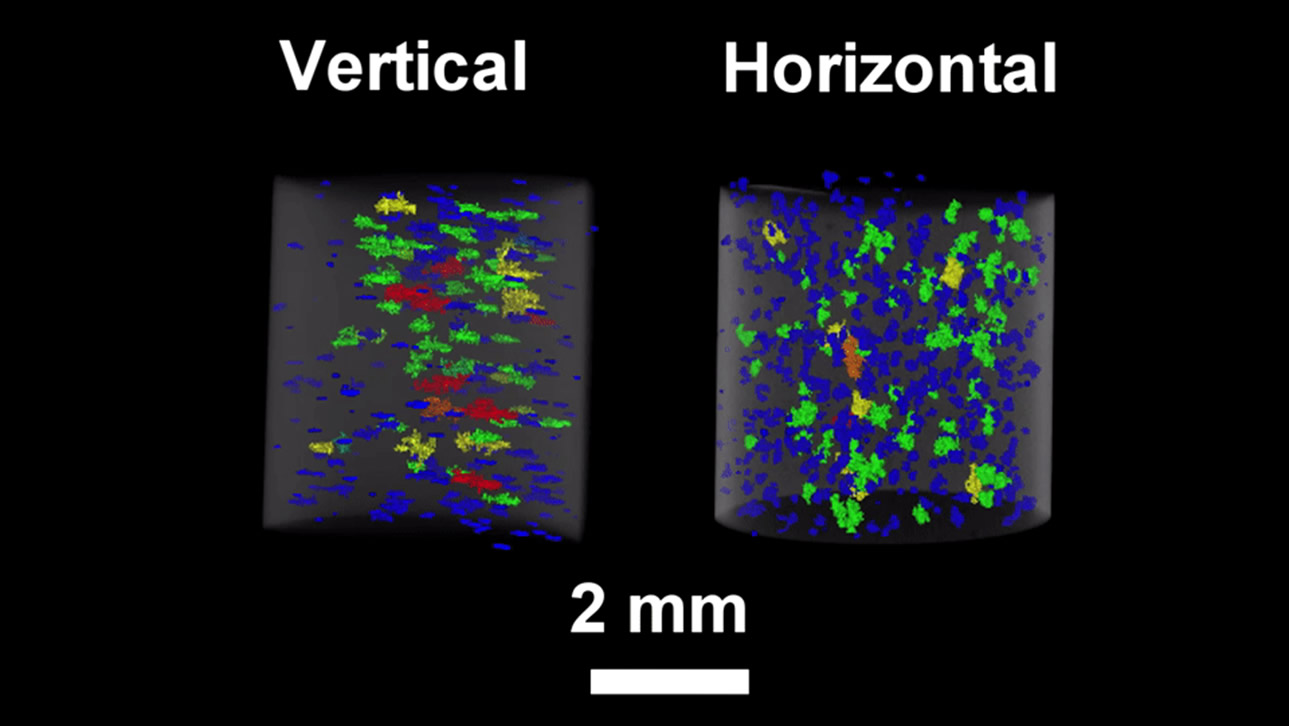
Developing microstructure-property models is arguably the first necessary step toward design optimization and the more efficient, accurate estimation of the structural integrity of AM parts. The porosity ratio differs depending on build orientation.
Additive Manufacturing
CAVS is home to a well-equipped Additive Manufacturing Laboratory. To ensure research success at an accelerated pace, MSU and CAVS house unique resources, including AM machines, mechanical characterization equipment, full-service machine shops, a high-performance computing network/cluster and more. MSU's CAVS is one of only a few universities in the nation with a Laser Engineered Net Shaping (LENS )-equipped Stratonics ThermaViz dual pyrometer/infrared thermal imaging and control system. This system allows for the real-time collection of infrared images during LBAM and can be utilized for both in-situ monitoring and quality control of parts.

click panels to expand
Renishaw AM 400
-
Type
SLM / Powder Bed
-
Laser Power
400W
-
Build Volume
10" x 10" x 12"
-
Materials Used
Ti-6Al-4V, 316L, IN625
-
Thermal Monitoring
No
ProJect 1000
-
Type
SLA Polymer Printer
-
Laser Power
N/A
-
Build Volume
6.75" x 8" x 7"
-
Materials Used
Polymeric Resin
-
Thermal Monitoring
N/A
ABB IRB 2600 Robotic Weld Cell

The ABB weld cell outfitted for Wire Arc Additive Manufacturing (WAAM) uses traditional welding technologies to quickly deposit large quantities of material for larger builds. The integrated WAAM3D process monitoring end effector allows for gas shielding and temperature and arc monitoring during the process.
BeAM Modulo 250

The Modulo 250 is a 5-axis directed energy deposition (DED) laser additive manufacturing system with a 500W laser and dual powder hoppers. The DED system provides the capability to build in free space with the ability to produce functionally graded chemistries. Because of the open build area, repair of existing parts is also possible.
Renishaw AM400

The Renishaw AM400 laser powder bed fusion (L-PBF) system with a 400W laser and installed SigmaLabs thermal monitoring system is excellent for production of parts with a high level of geometric complexity or with small scale features that require the high resolution provided by the 70 nm laser spot size.